Chemistry 12
- Unit 1 The Solid State-Deleted
- Unit 2 Solutions
- Unit 3 Electrochemistry
- Unit 4 Chemical Kinetics
- Unit 5 Surface Chemistry-Deleted
- Unit 6 General Principles And Processes Of Isolation Of Elements-Deleted
- Unit 7 The P Block Elements
- Unit 8 The D And F Block Elements
- Unit 9 Coordination Compounds
- Unit 10 Haloalkanes And Haloarenes
- Unit 11 Alcohols, Phenols And Ethers
- Unit 12 Aldehydes, Ketones And Carboxylic Acids
- Unit 13 Amines
- Unit 14 Biomolecules
- Unit 15 Polymers-Deleted
- Unit 16 Chemistry In Everyday Life-Delelted
Unit 6 General Principles And Processes Of Isolation Of Elements-Deleted
A few elements like carbon, sulphur, gold and noble gases, occur in free state while others in combined forms in the earth’s crust. The extraction and isolation of an element from its combined form involves various principles of chemistry. A particular element may occur in a variety of compounds. The process of metallurgy and isolation should be such that it is chemically feasible and commercially viable. Still, some general principles are common to all the extraction processes of metals. For obtaining a particular metal, first we look for minerals which are naturally occurring chemical substances in the earth’s crust obtainable by mining. Out of many minerals in which a metal may be found, only a few are viable to be used as sources of that metal. Such minerals are known as ores.
Rarely, an ore contains only a desired substance. It is usually contaminated with earthly or undesired materials known as gangue. The extraction and isolation of metals from ores involve the following major steps:
- Concentration of the ore,
- Isolation of the metal from its concentrated ore, and
- Purification of the metal.
The entire scientific and technological process used for isolation of the metal from its ores is known as metallurgy.
6.1 Occurrence of Metals
In the present Unit, first we shall describe various steps for effective concentration of ores. After that we shall discuss the principles of some of the common metallurgical processes. Those principles shall include the thermodynamic and electrochemical aspects involved in the effective reduction of the concentrated ore to the metal.
Elements vary in abundance. Among metals, aluminium is the most abundant. It is the third most abundant element in earth’s crust ($8.3 \%$ approx. by weight). It is a major component of many igneous minerals including mica and clays. Many gemstones are impure forms of $\mathrm{Al_2} \mathrm{O_3}$ and the impurities range from $\mathrm{Cr}$ (in ‘ruby’) to Co (in ‘sapphire’). Iron is the second most abundant metal in the earth’s crust. It forms a variety of compounds and their various uses make it a very important element. It is one of the essential elements in biological systems as well.
The principal ores of aluminium, iron, copper and zinc have been given in Table 6.1.
Table 6.1: Principal Ores of Some Important Metals
| Metal | Composition | |
|---|---|---|
| Aluminium | Bauxite | $\mathrm{AlO_\mathrm{x}}(\mathrm{OH})_{3-2 \mathrm{x}}$ |
| Iron | $\left[\mathrm{where}^{\mathrm{O}}<\mathrm{x}<1\right]$ | |
| Kaolinite (a form of clay) | $\left[\mathrm{Al_2}(\mathrm{OH})_{4} \mathrm{Si_2} \mathrm{O_5}\right]$ | |
| Haematite | $\mathrm{Fe_2} \mathrm{O_3}$ | |
| Magnetite | $\mathrm{Fe_3} \mathrm{O_4}$ | |
| $\mathrm{FeCO_3}$ | ||
| Iron pyrites | $\mathrm{FeS_2}$ | |
| Copper pyrites | $\mathrm{CuFeS_2}$ | |
| Malachite | $\mathrm{CuCO_3} \cdot \mathrm{Cu}(\mathrm{OH})_{2}$ | |
| Cuprite | $\mathrm{Cu_2} \mathrm{O}$ | |
| Copper glance | $\mathrm{Cu_2} \mathrm{~S}$ | |
| Zinc blende or Sphalerite | $\mathrm{ZnS}$ | |
| Calamine | $\mathrm{ZnCO} \mathrm{Zn_3}$ | |
| Zincite | $\mathrm{ZnO}$ |
For the purpose of extraction, bauxite is chosen for aluminium. For iron, usually the oxide ores which are abundant and do not produce polluting gases (like $\mathrm{SO_2}$ that is produced in case iron pyrites) are taken. For copper and zinc, any of the listed ores (Table 6.1) may be used depending upon availability and other relevant factors. Before proceeding for concentration, ores are graded and crushed to reasonable size.
Removal of the unwanted materials (e.g., sand, clays, etc.) from the ore is known as concentration, dressing or benefaction. It involves several steps and selection of these steps depends upon the differences in physical properties of the compound of the metal present and that of the gangue. The type of the metal, the available facilities and the environmental factors are also taken into consideration. Some of the important procedures are described below.
6.2 Concentration of Ores
Removal of the unwanted materials (e.g., sand, clays, etc.) from the ore is known as concentration, dressing or benefaction. Before proceeding for concentration, ores are graded and crushed to reasonable size. Concentration of ores involves several steps and selection of these steps depends upon the differences in physical properties of the compound of the metal present and that of the gangue. The type of the metal, the available facilities and the environmental factors are also taken into consideration. Some of the important procedures for concentration of ore are described below.
6.2.1 Hydraulic Washing
This is based on the difference between specific gravities of the ore and the gangue particles. It is therefore a type of gravity separation. In one such process, an upward stream of running water is used to wash the powdered ore. The lighter gangue particles are washed away and the heavier ore particles are left behind.
6.2.2 Magnetic Separation
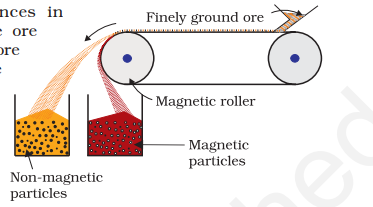
This is based on differences in magnetic properties of the ore components. If either the ore or the gangue is attracted towards magnetic field, then the separation is carried out by this method. For example iron ores are attracted towards magnet, hence, non–magnetic impurities can be separted from them using magnetic separation. The powdered ore is dropped over a conveyer belt which moves over a magnetic roller (Fig.6.1) Magnetic substance remains attracted towards the belt and falls close to it.
6.2.3 Froth Floatation Method
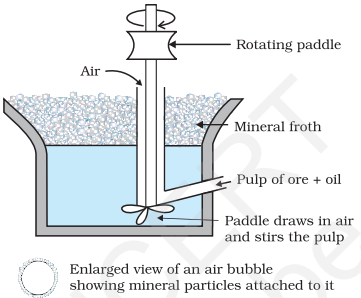
This method is used for removing gangue from sulphide ores. In this process, a suspension of the powdered ore is made with water. Collectors and froth stabilisers are added to it. Collectors (e.g., pine oils, fatty acids, xanthates, etc.) enhance nonwettability of the mineral particles and froth stabilisers (e.g., cresols, aniline) stabilise the froth.
The mineral particles become wet by oils while the gangue particles by water. A rotating paddle agitates the mixture and draws air in it. As a result, froth is formed which carries the mineral particles. The froth is light and is skimmed off. It is then dried for recovery of the ore particles.
Sometimes, it is possible to separate two sulphide ores by adjusting proportion of oil to water or by using ‘depressants’. For example, in the case of an ore containing ZnS and PbS, the depressant used is NaCN. It selectively prevents ZnS from coming to the froth but allows PbS to come with the froth.
The Innovative Washerwoman
One can do wonders if he or she has a scientific temperament and is attentive to observations. A washerwoman had an innovative mind too. While washing a miner’s overalls, she noticed that sand and similar dirt fell to the bottom of the washtub. What was peculiar, the copper bearing compounds that had come to the clothes from the mines, were caught in the soapsuds and so they came to the top. One of her clients, Mrs. Carrie Everson was a chemist. The washerwoman told her experience to Mrs. Everson. The latter thought that the idea could be used for separating copper compounds from rocky and earth materials on large scale. This way an invention came up. At that time only those ores were used for extraction of copper, which contained large amounts of the metal. Invention of the Froth Floatation Method made copper mining profitable even from the lowgrade ores. World production of copper soared and the metal became cheaper.
6.2.4 Leaching
Leaching is often used if the ore is soluble in some suitable solvent. Following examples illustrate the procedure:
(a) Leaching of alumina from bauxite
The principal ore of aluminium, bauxite, usually contains $\mathrm{SiO_2}$, iron oxides and titanium oxide $\left(\mathrm{TiO_2}\right)$ as impurities. Concentration is carried out by digesting the powdered ore with a concentrated solution of $\mathrm{NaOH}$ at $473-523 \mathrm{~K}$ and $35-36$ bar pressure. This way, $\mathrm{Al_2} \mathrm{O_3}$ is leached out as sodium aluminate (and $\mathrm{SiO_2}$ too as sodium silicate) leaving the impurities behind:
$$ \begin{equation*} \mathrm{Al_2} \mathrm{O_3}(\mathrm{~s})+2 \mathrm{NaOH}(\mathrm{aq})+3 \mathrm{H_2} \mathrm{O}(\mathrm{l}) \rightarrow 2 \mathrm{Na}\left[\mathrm{Al}(\mathrm{OH})_{4}\right]\mathrm{aq} \tag{6.1} \end{equation*} $$
The aluminate in solution is neutralised by passing $\mathrm{CO_2}$ gas and hydrated $\mathrm{Al_2} \mathrm{O_3}$ is precipitated. At this stage, the solution is seeded with freshly prepared samples of hydrated $\mathrm{Al_2} \mathrm{O_3}$ which induces the precipitation:
$$ \begin{equation*} 2 \mathrm{Na}\left[\mathrm{Al}(\mathrm{OH})_{4}\right]\mathrm{aq}+\mathrm{CO_2}(\mathrm{~g}) \rightarrow \mathrm{Al_2} \mathrm{O_3} \cdot \mathrm{xH_2} \mathrm{O}(\mathrm{s})+2 \mathrm{NaHCO_3}(\mathrm{aq}) \tag{6.2} \end{equation*} $$
The sodium silicate remains in the solution and hydrated alumina is filtered, dried and heated to give back pure $\mathrm{Al_2} \mathrm{O_3}$ :
$$ \begin{equation*} \mathrm{Al_2} \mathrm{O_3} \cdot \mathrm{xH_2} \mathrm{O}(\mathrm{s}) \xrightarrow{1470 \mathrm{~K}} \mathrm{Al_2} \mathrm{O_3}(\mathrm{~s})+\mathrm{xH_2} \mathrm{O}(\mathrm{g}) \tag{6.3} \end{equation*} $$
(b) Other examples
In the metallurgy of silver and that of gold, the respective metal is leached with a dilute solution of $\mathrm{NaCN}$ or $\mathrm{KCN}$ in the presence of air (for $\mathrm{O_2}$ ) from which the metal is obtained later by replacement:
$$ \begin{array}{r} 4 \mathrm{M}(\mathrm{s})+8 \mathrm{CN}^-(\mathrm{aq})+2 \mathrm{H_2} \mathrm{O}(\mathrm{aq})+\mathrm{O_2}(\mathrm{~g}) \rightarrow 4\left[\mathrm{M}(\mathrm{CN})_2\right]^{-}(\mathrm{aq})+ \\ 4 \mathrm{OH}^-(\mathrm{aq})(\mathrm{M}=\mathrm{Ag} \text { or } \mathrm{Au}) \\ 2\left[\mathrm{M}(\mathrm{CN})_2\right]^-(\mathrm{aq})+\mathrm{Zn}(\mathrm{s}) \rightarrow\left[\mathrm{Zn}(\mathrm{CN})_4\right]^{2-}(\mathrm{aq})+2 \mathrm{M}(\mathrm{s}) \tag{6.5} \end{array} $$
Intext Questions
6.1 Which of the ores mentioned in Table 6.1 can be concentrated by magnetic separation method?
Answer
If the ore or the gangue can be attracted by the magnetic field, then the ore can be concentrated by the process of magnetic separation. Among the ores mentioned in table 6.1, the ores of iron such as haematite $\left(\mathrm{Fe_2} \mathrm{O_3}\right)$, magnetite $\left(\mathrm{Fe_3} \mathrm{O_4}\right)$, siderite $\left(\mathrm{FeCO_3}\right)$, and iron pyrites $\left(\mathrm{FeS_2}\right)$ can be separated by the process of magnetic separation.
6.2 What is the significance of leaching in the extraction of aluminium?
Answer
In the extraction of aluminium, the significance of leaching is to concentrate pure alumina $\left(\mathrm{Al_2} \mathrm{O_3}\right)$ from bauxite ore. Bauxite usually contains silica, iron oxide, and titanium oxide as impurities. In the process of leaching, alumina is concentrated by digesting the powdered ore with a concentrated solution of $\mathrm{NaOH}$ at $473-523 \mathrm{~K}$ and $35-36$ bar. Under these conditions, alumina $\left(\mathrm{Al_2} \mathrm{O_3}\right)$ dissolves as sodium meta-aluminate and silica $\left(\mathrm{SiO_2}\right)$ dissolves as sodium silicate leaving the impurities behind.
$$ \mathrm{Al_2} \mathrm{O_{3(s)}}+2 \mathrm{NaOH_(a q)}+3 \mathrm{H_2} \mathrm{O_(0)} \xrightarrow[35-36 \mathrm{bar}]{473-525 \mathrm{~K}} 2 \mathrm{Na}\left[\mathrm{Al}(\mathrm{OH}){4}\right]{(\mathrm{aq})} $$
$\mathrm{ \underset{\text{Alumina}}{Al_2O_{3(s)}} + 2 NaOH_{(aq)} +3 H_2O_{(l)} \xrightarrow[{35-36 bar}]{473-525 K} } $ $ \underset{\text{Sodium aluminate}}{ \mathrm{2 Na[ Al(OH)_4 ] {aq}}}$
$\underset{\text{Silica}}{\mathrm{SiO_2(i)}}+2 \mathrm{NaOH_{(a q)}} \xrightarrow[{35-36 \text { bar }}] {473-523 \mathrm{~K}} \mathrm{NaSiO_{3(a q)}}+\mathrm{H_2} \mathrm{O_{(i)}}$
The impurities are then filtered and the solution is neutralized by passing $\mathrm{CO_2}$ gas. In this process, hydrated $\mathrm{Al_2} \mathrm{O_3}$ gets precipitated and sodium silicate remains in the solution. Precipitation is induced by seeding the solution with freshly prepared samples of hydrated $\mathrm{Al_2} \mathrm{O_3}$.
$2 \mathrm{Na}\left[\mathrm{Al}(\mathrm{OH})_{4}\right] {(\mathrm{aq})}+\mathrm{CO_2(\mathrm{~g})} \longrightarrow \underset{\text{Hydrated alumina}}{\mathrm{Al_2O_3 \cdot xH_2O {(s)}}} + 2 \mathrm{NaHCO_3(\mathrm{aq})}$
Hydrated alumina thus obtained is filtered, dried, and heated to give back pure alumina $\left(\mathrm{Al_2} \mathrm{O_3}\right)$.
$$ \mathrm{Al_2} \mathrm{O_3} x \mathrm{H_2} \mathrm{O_(s)} \xrightarrow{1470 \mathrm{~K}} \mathrm{Al_2} \mathrm{O_3(s)}+x \mathrm{H_2} \mathrm{O_(g)} $$
6.3 Extraction of Crude Metal from Concentrated Ore
To extract metal from concentrated ore, it must be converted to a form which is suitable for reduction to metal. Usually sulphide ores are converted to oxide before reduction because oxides are easier to reduce. Thus isolation of metals from concentrated ore involves two major steps viz.,
(a) conversion to oxide, and (b) reduction of the oxide to metal.
( a ) Conversion to oxide
(i) Calcination: Calcinaton involves heating. It removes the volatile matter which escapes leaving behind the metal oxide:
$$ \begin{align*} & \mathrm{Fe_2} \mathrm{O_3} \cdot \mathrm{xH_2} \mathrm{O}(\mathrm{s}) \xrightarrow{\Delta} \mathrm{Fe_2} \mathrm{O_3}(\mathrm{~s})+\mathrm{xH_2} \mathrm{O}(\mathrm{g}) \tag{6.6} \end{align*} $$
$$ \begin{align*} & \mathrm{ZnCO_3}(\mathrm{~s}) \xrightarrow{\Delta} \mathrm{ZnO}(\mathrm{s})+\mathrm{CO_2}(\mathrm{~g}) \tag{6.7}\\ & \mathrm{CaCO_3} \cdot \mathrm{MgCO_3}(\mathrm{~s}) \xrightarrow{\Delta} \mathrm{CaO}(\mathrm{s})+\mathrm{MgO}(\mathrm{s})+2 \mathrm{CO_2}(\mathrm{~g}) \tag{6.8} \end{align*} $$
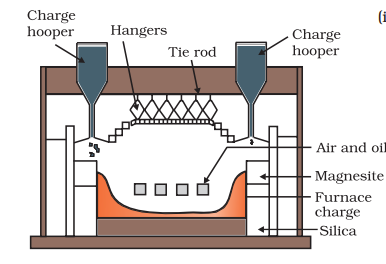
(ii) Roasting: In roasting, the ore is heated in a regular supply of air in a furnace at a temperature below the melting point of the metal. Some of the reactions involving sulphide ores are:
$$ \begin{align*} & 2 \mathrm{ZnS}+3 \mathrm{O_2} \rightarrow 2 \mathrm{ZnO}+2 \mathrm{SO_2} \tag{6.9}\\ & 2 \mathrm{PbS}+3 \mathrm{O_2} \rightarrow 2 \mathrm{PbO}+2 \mathrm{SO_2} \tag{6.10}\\ & 2 \mathrm{Cu_2} \mathrm{~S}+3 \mathrm{O_2} \rightarrow 2 \mathrm{Cu_2} \mathrm{O}+2 \mathrm{SO_2} \tag{6.11} \end{align*} $$
The sulphide ores of copper are heated in reverberatory furnace [Fig. 6.3]. If the ore contains iron, it is mixed with silica before heating. Iron oxide ‘slags of ’* as iron silicate and copper is produced in the form of copper matte which contains Cu2S and FeS.
$$ \begin{equation*} \mathrm{FeO}+\mathrm{SiO_2} \rightarrow \underset{\text { (slag) }}{\mathrm{FeSiO_3}} \tag{6.12} \end{equation*} $$
The SO2 produced is utilised for manufacturing H2SO4 .
(b) Reduction of oxide to the metal
Reduction of the metal oxide usually involves heating it with some other substance acting as a reducing agent ( $\mathrm{C}$ or $\mathrm{CO}$ or even another metal). The reducing agent (e.g., carbon) combines with the oxygen of the metal oxide.
$$ \begin{equation*} \mathrm{M_\mathrm{x}} \mathrm{O_\mathrm{y}}+\mathrm{yC} \rightarrow \mathrm{xM}+\mathrm{yCO} \tag{6.13} \end{equation*} $$
Some metal oxides get reduced easily while others are very difficult to be reduced (reduction means electron gain by the metal ion). In any case, heating is required.
6.4 Thermodynamic Principles of Metallurgy
Some basic concepts of thermodynamics help us in understanding the theory of metallurgical transformations. Gibbs energy is the most significant term here.The change in Gibbs energy, $\Delta \mathrm{G}$ for any process at any specified temperature, is described by the equation:
$$ \begin{equation*} \Delta \mathrm{G}=\Delta \mathrm{H}-\mathrm{T} \Delta \mathrm{S} \tag{6.14} \end{equation*} $$
where, $\Delta \mathrm{H}$ is the enthalpy change and $\Delta \mathrm{S}$ is the entropy change for the process. For any reaction, this change could also be explained through the equation:
$$ \begin{equation*} \Delta \mathrm{G}^{\ominus}=-\mathrm{RT} \ln \mathrm{K} \tag{6.15} \end{equation*} $$
where, $\mathrm{K}$ is the equilibrium constant of the ‘reactant - product’ system at the temperature,T. A negative $\Delta \mathrm{G}$ implies a +ve $\mathrm{K}$ in equation 6.15. And this can happen only when reaction proceeds towards products. From these facts we can make the following conclusions:
1. When the value of $\Delta \mathrm{G}$ is negative in equation 6.14 , only then the reaction will proceed. If $\Delta \mathrm{S}$ is positive, on increasing the temperature (T), the value of $\mathrm{T} \Delta \mathrm{S}$ would increase $(\Delta \mathrm{H}<\mathrm{T} \Delta \mathrm{S})$ and then $\Delta \mathrm{G}$ will become-ve.
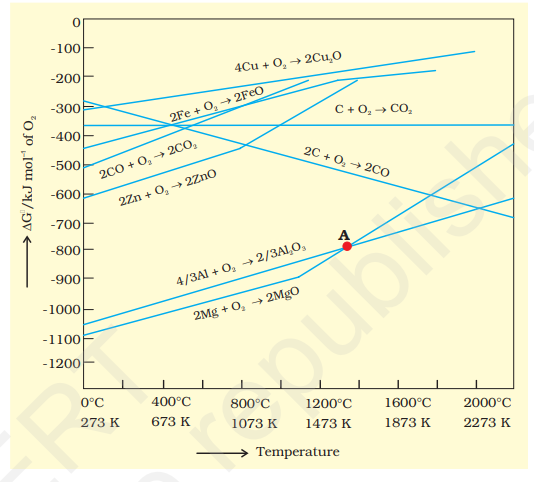
2. If reactants and products of two reactions are put together in a system and the net $\Delta \mathrm{G}$ of the two possible reactions is -ve, the overall reaction will occur. So the process of interpretation involves coupling of the two reactions, getting the sum of their $\Delta \mathrm{G}$ and looking for its magnitude and sign. Such coupling is easily understood through Gibbs energy $\left(\Delta \mathrm{G}^{\ominus}\right)$ vs $\mathrm{T}$ plots for formation of the oxides (Fig. 6.4).
Ellingham Diagram
The graphical representation of Gibbs energy was first used by H.J.T.Ellingham. This provides a sound basis for considering the choice of reducing agent in the reduction of oxides. This is known as Ellingham Diagram. Such diagrams help us in predicting the feasibility of thermal reduction of an ore. The criterion of feasibility is that at a given temperature, Gibbs energy of the reaction must be negative.
(a) Ellingham diagram normally consists of plots of $\Delta_{f} \mathrm{G}^{\ominus} v s \mathrm{~T}$ for formation of oxides of elements i.e., for the reaction,
$$ 2 \mathrm{xM}(\mathrm{s})+\mathrm{O_2}(\mathrm{~g}) \rightarrow 2 \mathrm{M_\mathrm{x}} \mathrm{O}(\mathrm{s}) $$
In this reaction, the gaseous amount (hence molecular randomness) is decreasing from left to right due to the consumption of gases leading to a -ve value of $\Delta \mathrm{S}$ which changes the sign of the second term in equation (6.14). Subsequently $\Delta \mathrm{G}$ shifts towards higher side despite rising $\mathrm{T}$ (normally, $\Delta \mathrm{G}$ decreases i.e., goes to lower side with increasing temperature). The result is +ve slope in the curve for most of the reactions shown above for formation of $\mathrm{M_\mathrm{x}} \mathrm{O}(\mathrm{s})$.
(b) Each plot is a straight line except when some change in phase ( $\mathrm{s} \rightarrow$ liq or liq $\rightarrow \mathrm{g}$ ) takes place. The temperature at which such change occurs, is indicated by an increase in the slope on +ve side (e.g., in the Zn, ZnO plot, the melting is indicated by an abrupt change in the curve).
(c) There is a point in a curve below which $\Delta \mathrm{G}$ is negative ( $\mathrm{So_\mathrm{x}} \mathrm{O}$ is stable). Above this point, $\mathrm{M_\mathrm{x}} \mathrm{O}$ will decompose on its own.
(d) In an Ellingham diagram, the plots of $\Delta \mathrm{G}^{\ominus}$ for oxidation (and therefore reduction of the corresponding species) of common metals and some reducing agents are given. The values of $\Delta_{f} \mathrm{G}^{\ominus}$, etc.(for formation of oxides) at different temperatures are depicted which make the interpretation easy.
(e) Similar diagrams are also constructed for sulfides and halides and it becomes clear why reductions of $\mathrm{M_x} \mathrm{~S}$ is difficult. There, the $\Delta_{f} \mathrm{G}^{\ominus}$ of $\mathrm{M_x} \mathrm{~S}$ is not compensated.
Limitations of Ellingham Diagram
1. The graph simply indicates whether a reaction is possible or not, i.e., the tendency of reduction with a reducing agent is indicated. This is so because it is based only on the thermodynamic concepts. It does not explain the kinetics of the reduction process. It cannot answer questions like how fast reduction can proceed? However, it explains why the reactions are sluggish when every species is in solid state and smooth when the ore melts down. It is interesting to note here that DH (enthalpy change) and the DS (entropy change) values for any chemical reaction remain nearly constant even on varying temperature. So the only dominant variable in equation(6.14) becomes T. However, DS depends much on the physical state of the compound. Since entropy depends on disorder or randomness in the system, it will increase if a compound melts (s® l) or vapourises (l® g) since molecular randomness increases on changing the phase from solid to liquid or from liquid to gas.
2. The interpretation of $\Delta \mathrm{G}^{\ominus}$ is based on $\mathrm{K}\left(\Delta \mathrm{G}^{\ominus}=-\mathrm{RT} \ln \mathrm{K}\right)$. Thus it is presumed that the reactants and products are in equilibrium:
$$ \mathrm{M_\mathrm{x}} \mathrm{O}+\mathrm{A_\mathrm{red}} \rightleftharpoons \mathrm{xM}+\mathrm{AO_\mathrm{ox}} $$
This is not always true because the reactant/product may be solid. In commercial processes reactants and products are in contact for a short time.
Example 6.1 Suggest a condition under which magnesium could reduce alumina.
Solution The two equations are: (a) $\frac{4}{3} \mathrm{Al}+\mathrm{O_2} \rightarrow \frac{2}{3} \mathrm{Al_2} \mathrm{O_3}$ (b) $2 \mathrm{Mg}+\mathrm{O_2} \rightarrow 2 \mathrm{MgO}$
At the point of intersection of the $\mathrm{Al_2} \mathrm{O_3}$ and $\mathrm{MgO}$ curves (marked “A” in diagram 6.4), the $\Delta \mathrm{G}^{\ominus}$ becomes ZERO for the reaction:
$$ \frac{2}{3} \mathrm{Al_2} \mathrm{O_3}+2 \mathrm{Mg} \rightarrow 2 \mathrm{MgO}+\frac{4}{3} \mathrm{Al} $$
Below that point magnesium can reduce alumina.
Example 6.2
Although thermodynamically feasible, in practice, magnesium metal is not used for the reduction of alumina in the metallurgy of aluminium. Why?
Solution Temperatures below the point of intersection of $\mathrm{Al_2} \mathrm{O_3}$ and $\mathrm{MgO}$ curves, magnesium can reduce alumina. But the process will be uneconomical.
Example 6.3
Why is the reduction of a metal oxide easier if the metal formed is in liquid state at the temperature of reduction?
Solution The entropy is higher if the metal is in liquid state than when it is in solid state. The value of entropy change $(\Delta \mathrm{S})$ of the reduction process is more on +ve side when the metal formed is in liquid state and the metal oxide being reduced is in solid state. Thus the value of $\Delta \mathrm{G}^{\ominus}$ becomes more on negative side and the reduction becomes easier.
6.4.1 Applications
(a) Extraction of iron from its oxides
Oxide ores of iron, after concentration through calcination/roasting (to remove water, to decompose carbonates and to oxidise sulphides) are mixed with limestone and coke and fed into a Blast furnace from its top. Here, the oxide is reduced to the metal. Thermodynamics helps us to understand how coke reduces the oxide and why this furnace is chosen. One of the main reduction steps in this process is:
$$ \begin{equation*} \mathrm{FeO}(\mathrm{s})+\mathrm{C}(\mathrm{s}) \rightarrow \mathrm{Fe}(\mathrm{s} / \mathrm{l})+\mathrm{CO}(\mathrm{g}) \tag{6.24} \end{equation*} $$
It can be seen as a couple of two simpler reactions. In one, the reduction of $\mathrm{FeO}$ is taking place and in the other, $\mathrm{C}$ is being oxidised to $\mathrm{CO}$ :
$$ \begin{array}{ll} \mathrm{FeO}(\mathrm{s}) \rightarrow \mathrm{Fe}(\mathrm{s})+\frac{1}{2} \mathrm{O_2}(\mathrm{~g}) & {\left[\Delta \mathrm{G_(\mathrm{FeO}, \mathrm{Fe})}\right]} \\ \mathrm{C}(\mathrm{s})+\frac{1}{2} \mathrm{O_2}(\mathrm{~g}) \rightarrow \mathrm{CO}(\mathrm{g}) & {\left[\Delta \mathrm{G_(\mathrm{C}, \mathrm{CO})}\right]} \tag{6.26} \end{array} $$
When both the reactions take place to yield the equation (6.24), the net Gibbs energy change becomes:
$$ \begin{equation*} \Delta \mathrm{G_(\mathrm{C}, \mathrm{CO})}+\Delta \mathrm{G_(\mathrm{FeO}, \mathrm{Fe})}=\Delta_{\mathrm{r}} \mathrm{G} \tag{6.27} \end{equation*} $$
Naturally, the resultant reaction will take place when the right hand side in equation 6.27 is negative. In $\Delta \mathrm{G}^{\ominus}$ vs $\mathrm{T}$ plot representing reaction 6.25 , the plot goes upward and that representing the change $\mathrm{C} \rightarrow \mathrm{CO}$
(C,CO) goes downward. At temperatures above 1073K (approx.), the $\mathrm{C}, \mathrm{CO}$ line comes below the $\mathrm{Fe}, \mathrm{FeO}$ line $\left[\Delta \mathrm{G_(\mathrm{C}, \mathrm{CO})}<\Delta \mathrm{G_(\mathrm{Fe}, \mathrm{FeO})}\right]$. So in this range, coke will be reducing the $\mathrm{FeO}$ and will itself be oxidised to $\mathrm{CO}$. In a similar way the reduction of $\mathrm{Fe_3} \mathrm{O_4}$ and $\mathrm{Fe_2} \mathrm{O_3}$ at relatively lower temperatures by $\mathrm{CO}$ can be explained on the basis of lower lying points of intersection of their curves with the $\mathrm{CO}, \mathrm{CO_2}$ curve in Fig. 6.4.
In the Blast furnace, reduction of iron oxides takes place in different temperature ranges. Hot air is blown from the bottom of the furnace and coke is burnt to give temperature upto about $2200 \mathrm{~K}$ in the lower portion itself. The burning of coke therefore supplies most of the heat required in the process. The $\mathrm{CO}$ and heat moves to upper part of the furnace. In upper part, the temperature is lower and the iron oxides $\left(\mathrm{Fe_2} \mathrm{O_3}\right.$ and $\left.\mathrm{Fe_3} \mathrm{O_4}\right)$ coming from the top are reduced in steps to $\mathrm{FeO}$. Thus, the reduction reactions taking place in the lower temperature range and in the higher temperature range, depend on the points of corresponding intersections in the $\Delta_{\mathrm{r}} \mathrm{G}^{\ominus} \mathrm{vs}$ T plots. These reactions can be summarised as follows:
At 500 - $800 \mathrm{~K}$ (lower temperature range in the blast furnace)-
$$ \begin{align*} & 3 \mathrm{Fe_2} \mathrm{O_3}+\mathrm{CO} \rightarrow 2 \mathrm{Fe_3} \mathrm{O_4}+\mathrm{CO_2} \tag{6.28}\\ & \mathrm{Fe_3} \mathrm{O_4}+4 \mathrm{CO} \rightarrow 3 \mathrm{Fe}+4 \mathrm{CO_2} \tag{6.29}\\ & \mathrm{Fe_2} \mathrm{O_3}+\mathrm{CO} \rightarrow 2 \mathrm{FeO}+\mathrm{CO_2} \tag{6.30} \end{align*} $$
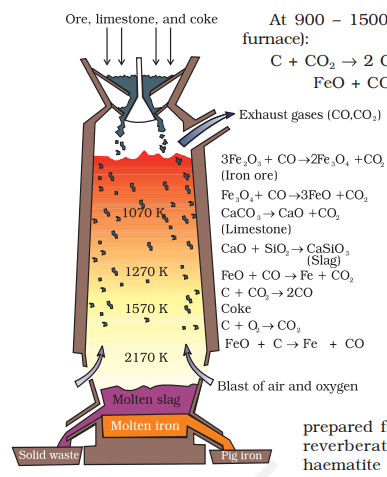
$$ \begin{align*} \mathrm{C}+\mathrm{CO_2} & \rightarrow 2 \mathrm{CO} \tag{6.31}\\ \mathrm{FeO} & +\mathrm{CO} \rightarrow \mathrm{Fe}+\mathrm{CO_2} \tag{6.32} \end{align*} $$
Limestone is also decomposed to $\mathrm{CaO}$ which removes silicate impurity of the ore as slag. The slag is in molten state and separates out from iron.
The iron obtained from Blast furnace contains about $4 \%$ carbon and many impurities in smaller amount (e.g., S, P, Si, $\mathrm{Mn}$). This is known as pig iron and cast into variety of shapes. Cast iron is different from pig iron and is made by melting pig iron with scrap iron and coke using hot air blast. It has slightly lower carbon content (about $3 \%$) and is extremely hard and brittle.
Further Reductions
Wrought iron or malleable iron is the purest form of commercial iron and is prepared from cast iron by oxidising impurities in a reverberatory furnace lined with haematite. The haematite oxidises carbon to carbon monoxide:
$$ \begin{equation*} \mathrm{Fe_2} \mathrm{O_3}+3 \mathrm{C} \rightarrow 2 \mathrm{Fe}+3 \mathrm{CO} \tag{6.33} \end{equation*} $$
Limestone is added as a flux and sulphur, silicon and phosphorus are oxidised and passed into the slag. The metal is removed and freed from the slag by passing through rollers.
(b) Extraction of copper from cuprous oxide [copper(I) oxide]
In the graph of $\Delta_{\mathrm{r}} \mathrm{G}^{\ominus} \mathrm{vs} \mathrm{T}$ for formation of oxides (Fig. 6.4), the $\mathrm{Cu_2} \mathrm{O}$ line is almost at the top. So it is quite easy to reduce oxide ores of copper directly to the metal by heating with coke (both the lines of $\mathrm{C}, \mathrm{CO}$ and $\mathrm{C}, \mathrm{CO_2}$ are at much lower positions in the graph particularly after $500-600 \mathrm{~K}$). However most of the ores are sulphide and some may also contain iron. The sulphide ores are roasted/smelted to give oxides:
$$ \begin{equation*} 2 \mathrm{Cu_2} \mathrm{~S}+3 \mathrm{O_2} \rightarrow 2 \mathrm{Cu_2} \mathrm{O}+2 \mathrm{SO_2} \tag{6.34} \end{equation*} $$
The oxide can then be easily reduced to metallic copper using coke:
$$ \begin{equation*} \mathrm{Cu_2} \mathrm{O}+\mathrm{C} \rightarrow 2 \mathrm{Cu}+\mathrm{CO} \tag{6.35} \end{equation*} $$
In actual process, the ore is heated in a reverberatory furnace after mixing with silica. In the furnace, iron oxide ‘slags of as iron silicate and copper is produced in the form of copper matte. This contains $\mathrm{Cu_2} \mathrm{~S}$ and $\mathrm{FeS}$.
$$ \begin{equation*} \mathrm{FeO}+\mathrm{SiO_2} \rightarrow \underset{\text { (Slag) }}{\mathrm{FeSiO_3}} \tag{6.36} \end{equation*} $$
Copper matte is then charged into silica lined convertor. Some silica is also added and hot air blast is blown to convert the remaining
FeS, $\mathrm{FeO}$ and $\mathrm{Cu_2} \mathrm{~S} / \mathrm{Cu_2} \mathrm{O}$ to the metallic copper. Following reactions take place:
$$ \begin{align*} & 2 \mathrm{FeS}+3 \mathrm{O_2} \rightarrow 2 \mathrm{FeO}+2 \mathrm{SO_2} \tag{6.37}\\ & \mathrm{FeO}+\mathrm{SiO_2} \rightarrow \mathrm{FeSiO_3} \tag{6.38}\\ & 2 \mathrm{Cu_2} \mathrm{~S}+3 \mathrm{O_2} \rightarrow 2 \mathrm{Cu_2} \mathrm{O}+2 \mathrm{SO_2} \tag{6.39}\\ & 2 \mathrm{Cu_2} \mathrm{O}+\mathrm{Cu_2} \mathrm{~S} \rightarrow 6 \mathrm{Cu}+\mathrm{SO_2} \tag{6.40} \end{align*} $$
The solidified copper obtained has blistered appearance due to the evolution of SO2 and so it is called blister copper.
(c) Extraction of zinc from zinc oxide The reduction of zinc oxide is done using coke. The temperature in this case is higher than that in the case of copper. For the purpose of heating, the oxide is made into brickettes with coke and clay.
$$ \begin{equation*} \mathrm{ZnO}+\mathrm{C} \xrightarrow{\text { coke, } 1673 \mathrm{~K}} \mathrm{Zn}+\mathrm{CO} \tag{6.41} \end{equation*} $$
The metal is distilled off and collected by rapid chilling.
Intext
6.3 The reaction,
$$ \mathrm{Cr_2} \mathrm{O_3}+2 \mathrm{Al} \rightarrow \mathrm{Al_2} \mathrm{O_3}+2 \mathrm{Cr} \quad\left(\Delta \mathrm{G}^{\ominus}=-421 \mathrm{~kJ}\right) $$
is thermodynamically feasible as is apparent from the Gibbs energy value. Why does it not take place at room temperature?
Answer
The change in Gibbs energy is related to the equilibrium constant, $K$ as
$\Delta G=-\mathrm{R} T \ln K$
At room temperature, all reactants and products of the given reaction are in the solid state. As a result, equilibrium does not exist between the reactants and the products. Hence, the reaction does not take place at room temperature. However, at a higher temperature, chromium melts and the reaction takes place.
We also know that according to the equation
$\Delta G=\Delta H-T \Delta S$,
Increasing the temperature increases the value of $T \Delta S$, making the value of $\Delta G$ more and more negative.
Therefore, the reaction becomes more and more feasible as the temperature is increased.
6.4 Is it true that under certain conditions, $\mathrm{Mg}$ can reduce $\mathrm{Al_2} \mathrm{O_3}$ and $\mathrm{Al}$ can reduce $\mathrm{MgO}$ ? What are those conditions?
6.5 Electrochemical Principles of Metallurgy
We have seen how principles of thermodyamics are applied to pyrometallurgy. Similar principles are effective in the reductions of metal ions in solution or molten state. Here they are reduced by electrolysis or by adding some reducing element.
In the reduction of a molten metal salt, electrolysis is done. Such methods are based on electrochemical principles which could be understood through the equation, $$ \begin{equation*} \Delta \mathrm{G}^{\ominus}=-\mathrm{nE}^{\ominus} \mathrm{F} \tag{6.42} \end{equation*} $$
here $\mathrm{n}$ is the number of electrons and $\mathrm{E}^{\ominus}$ is the electrode potential of the redox couple formed in the system. More reactive metals have large negative values of the electrode potential. So their reduction is difficult. If the difference of two $\mathrm{E}^{\ominus}$ values corresponds to a positive $\mathrm{E}^{\ominus}$ and consequently negative $\Delta \mathrm{G}^{\ominus}$ in equation 6.42 , then the less reactive metal will come out of the solution and the more reactive metal will go to the solution, e.g.,
$$ \begin{equation*} \mathrm{Cu}^{2+}(\mathrm{aq})+\mathrm{Fe}(\mathrm{s}) \rightarrow \mathrm{Cu}(\mathrm{s})+\mathrm{Fe}^{2+}(\mathrm{aq}) \tag{6.43} \end{equation*} $$
In simple electrolysis, the $\mathrm{M}^{\mathrm{n}+}$ ions are discharged at negative electrodes (cathodes) and deposited there. Precautions are taken considering the reactivity of the metal produced and suitable materials are used as electrodes. Sometimes a flux is added for making the molten mass more conducting.
Aluminium
In the metallurgy of aluminium, purified $\mathrm{Al_2} \mathrm{O_3}$ is mixed with $\mathrm{Na_3} \mathrm{AlF_6}$ of carbon acts as cathode and graphite anode is used. The overall reaction may be written as:
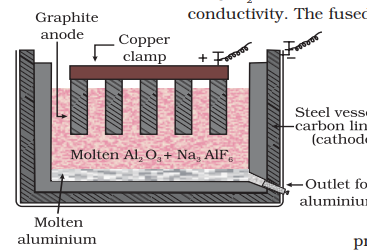
$$ \begin{equation*} 2 \mathrm{Al_2} \mathrm{O_3}+3 \mathrm{C} \rightarrow 4 \mathrm{Al}+3 \mathrm{CO_2} \tag{6.44} \end{equation*} $$
This process of electrolysis is widely known as Hall-Heroult process.
Thus electrolysis of the molten mass is carried out in an electrolytic cell using carbon electrodes. The oxygen liberated at anode reacts with the carbon of anode $\mathrm{CO}$ and $\mathrm{CO_2}$. This way for each $\mathrm{kg}$ of aluminium produced, about $0.5 \mathrm{~kg}$ of carbon anode is burnt away. The electrolytic reactions are: Cathode: $\mathrm{Al}^{3+}$ (melt) $+3 \mathrm{e}^{-} \rightarrow \mathrm{Al}(\mathrm{l})$
Anode:
$$ \begin{equation*} \mathrm{C}(\mathrm{s})+\mathrm{O}^{2-} \text { (melt) } \rightarrow \mathrm{CO}(\mathrm{g})+2 \mathrm{e}^{-} \tag{6.45} \end{equation*} $$
$$ \begin{equation*} \mathrm{C}(\mathrm{s})+2 \mathrm{O}^{2-}(\text { melt }) \rightarrow \mathrm{CO_2}(\mathrm{~g})+4 \mathrm{e}^{-} \tag{6.46} \end{equation*} $$
6.6 Oxidation Reduction
Besides reductions, some extractions are based on oxidation particularly for non-metals. A very common example of extraction based on oxidation is the extraction of chlorine from brine (chlorine is abundant in sea water as common salt) .
$$ \begin{equation*} 2 \mathrm{Cl}^{-}(\mathrm{aq})+2 \mathrm{H_2} \mathrm{O}(\mathrm{l}) \rightarrow 2 \mathrm{OH}^{-}(\mathrm{aq})+\mathrm{H_2}(\mathrm{~g})+\mathrm{Cl_2}(\mathrm{~g}) \tag{6.49} \end{equation*} $$
The $\Delta \mathrm{G}^{\ominus}$ for this reaction is $+422 \mathrm{~kJ}$. When it is converted to $\mathrm{E}^{\ominus}$ (using $\Delta \mathrm{G}^{\ominus}=-\mathrm{nE}^{\ominus} \mathrm{F}$ ), we get $\mathrm{E}^{\ominus}=-2.2 \mathrm{~V}$. Naturally, it will require an external e.m.f. that is greater than $2.2 \mathrm{~V}$. But the electrolysis requires an excess potential to overcome some other hindering reactions. Thus, $\mathrm{Cl_2}$ is obtained by electrolysis giving out $\mathrm{H_2}$ and aqueous $\mathrm{NaOH}$ as byproducts. Electrolysis of molten $\mathrm{NaCl}$ is also carried out. But in that case, $\mathrm{Na}$ metal is produced and not $\mathrm{NaOH}$.
As studied earlier, extraction of gold and silver involves leaching the metal with $\mathrm{CN}$. This is also an oxidation reaction $\left(\mathrm{Ag} \rightarrow \mathrm{Ag}^{+}\right)$ or $\left(\mathrm{Au} \rightarrow \mathrm{Au}^{+}\right)$. The metal is later recovered by displacement method.
$$ \begin{gather*} 4 \mathrm{Au}(\mathrm{s})+8 \mathrm{CN}^- \mathrm{aq}+2 \mathrm{H_2} \mathrm{O}\mathrm{aq}+ \mathrm{O_2} \mathrm{~g} \rightarrow \\ \end{gather*} $$
$$ \begin{gather*} 4\left[\mathrm{Au}(\mathrm{CN})_{2}\right]^{-}(\mathrm{aq})+4 \mathrm{OH}^- \mathrm{aq} \tag{6.50} \end{gather*} $$
$$ \begin{gather*} 2\left[\mathrm{Au}\mathrm{CN}_2 \right]^{-}\mathrm{aq}+\mathrm{Zn}(\mathrm{s}) \rightarrow 2 \mathrm{Au}(\mathrm{s})+\left[\mathrm{Zn} \mathrm{CN}_4 \right]^{2-}\mathrm{aq} \tag{6.51} \end{gather*} $$
6.7 Refining
A metal extracted by any method is usually contaminated with some impurity. For obtaining metals of high purity, several techniques are used depending upon the differences in properties of the metal and the impurity. Some of them are listed below.
(a) Distillation (b) Liquation (c) Electrolysis (d) Zone refining (e) Vapour phase refining (f ) Chromatographic methods
These are described in detail here.
(a) Distillation
This is very useful for low boiling metals like zinc and mercury. The impure metal is evaporated to obtain the pure metal as distillate.
(b) Liquation
In this method a low melting metal like tin can be made to flow on a sloping surface. In this way it is separated from higher melting impurities.
(c) Electrolytic refining
In this method, the impure metal is made to act as anode. A strip of the same metal in pure form is used as cathode. They are put in a suitable electrolytic bath containing soluble salt of the same metal. The more basic metal remains in the solution and the less basic ones go to the anode mud. This process is also explained using the concept of electrode potential, over potential, and Gibbs energy which you have seen in previous sections. The reactions are:
Anode: $\quad \mathrm{M} \rightarrow \mathrm{M}^{\mathrm{n}+}+\mathrm{ne}^{-}$
Cathode: $\mathrm{M}^{\mathrm{n}+}+\mathrm{ne}^{-} \rightarrow \mathrm{M}$
Copper is refined using an electrolytic method. Anodes are of impure copper and pure copper strips are taken as cathode. The electrolyte is acidified solution of copper sulphate and the net result of electrolysis is the transfer of copper in pure form from the anode to the cathode:
Anode: $\quad \mathrm{Cu} \rightarrow \mathrm{Cu}^{2+}+2 \mathrm{e}^{-}$
Cathode: $\mathrm{Cu}^{2+}+2 \mathrm{e}^{-} \rightarrow \mathrm{Cu}$
Impurities from the blister copper deposit as anode mud which contains antimony, selenium, tellurium, silver, gold and platinum; recovery of these elements may meet the cost of refining. Zinc may also be refined this way.
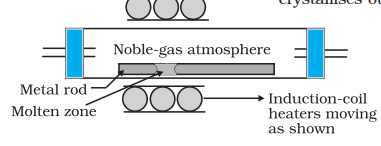
(d) Zone refining : This method is based on the principle that the impurities are more soluble in the melt than in the solid state of the metal. A mobile heater surrounding the rod of impure metal is fixed at its one end (Fig. 6.7). The molten zone moves along with the heater which is moved forward. As the heater moves forward, the pure metal crystallises out of the melt left behind and the impurities pass on into the adjacent new molten zone created by movement of heaters. The process is repeated several times and the heater is moved in the same direction again and again. Impurities get concentrated at one end. This end is cut off. This method is very useful for producing semiconductor and other metals of very high purity, e.g., germanium, silicon, boron, gallium and indium.
(e) Vapour phase refining In this method, the metal is converted into its volatile compound which is collected and decomposed to give pure metal. So, the two requirements are:
(i) the metal should form a volatile compound with an available reagent,
(ii) the volatile compound should be easily decomposable, so that the recovery is easy.
Following examples will illustrate this technique.
Mond Process for Refining Nickel: In this process, nickel is heated in a stream of carbon monoxide forming a volatile complex named as nickel tetracarbonyl. This compex is decomposed at higher temperature to obtain pure metal.
$$ \begin{equation*} \mathrm{Ni}+4 \mathrm{CO} \xrightarrow{330-350 \mathrm{~K}} \mathrm{Ni}(\mathrm{CO})_{4} \tag{6.54} \end{equation*} $$
The carbonyl is subjected to higher temperature so that it is decomposed giving the pure metal:
$$ \begin{equation*} \mathrm{Ni}(\mathrm{CO})_{4} \xrightarrow{450-470 \mathrm{~K}} \mathrm{Ni}+4 \mathrm{CO} \tag{6.55} \end{equation*} $$
van Arkel Method for Refining Zirconium or Titanium: This method is very useful for removing all the oxygen and nitrogen present in the form of impurity in certain metals like Zr and Ti. The crude metal is heated in an evacuated vessel with iodine. The metal iodide being more covalent, volatilises:
$$ \begin{equation*} \mathrm{Zr}+2 \mathrm{I_2} \rightarrow \mathrm{ZrI_4} \tag{6.56} \end{equation*} $$
The metal iodide is decomposed on a tungsten filament, electrically heated to about $1800 \mathrm{~K}$. The pure metal is thus deposited on the filament.
$$ \begin{equation*} \mathrm{ZrI_4} \rightarrow \mathrm{Zr}+2 \mathrm{I_2} \tag{6.57} \end{equation*} $$
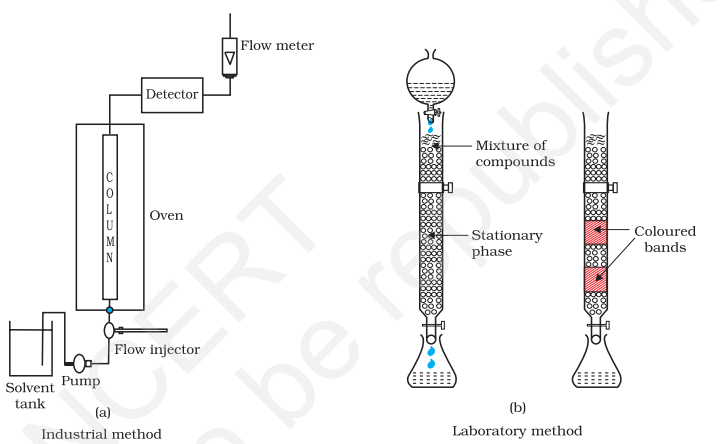
(f) Chromatographic methods : You have learnt about chromatographic technique of purification of substances in Class XI (Unit–12).
Column chromatography is very useful for purification of the elements which are available in minute quantities and the impurities are not very different in chemical properties from the element to be purified.
6.8 Uses of Aluminium, Copper, Zinc and Iron
Aluminium foils are used as wrappers for food materials. The fine dust of the metal is used in paints and lacquers. Aluminium, being highly reactive, is also used in the extraction of chromium and manganese from their oxides. Wires of aluminium are used as electricity conductors. Alloys containing aluminium, being light, are very useful.
Copper is used for making wires used in electrical industry and for water and steam pipes. It is also used in several alloys that are rather tougher than the metal itself, e.g., brass (with zinc), bronze (with tin) and coinage alloy (with nickel).
Zinc is used for galvanising iron. It is also used in large quantities in batteries, as a constituent of many alloys, e.g., brass, (Cu 60\%, Zn $40 \%$ ) and german silver (Cu $25-30 \%$, Zn $25-30 \%$, Ni $40-50 \%$ ). Zinc dust is used as a reducing agent in the manufacture of dye-stuffs, paints, etc.
Cast iron, which is the most important form of iron, is used for casting stoves, railway sleepers, gutter pipes , toys, etc. It is used in the manufacture of wrought iron and steel. Wrought iron is used in making anchors, wires, bolts, chains and agricultural implements. Steel finds a number of uses. Alloy steel is obtained when other metals are added to it. Nickel steel is used for making cables, automobiles and aeroplane parts, pendulum, measuring tapes. Chrome steel is used for cutting tools and crushing machines, and stainless steel is used for cycles, automobiles, utensils, pens, etc.
Summary
Although modern metallurgy had exponential growth after Industrial Revolution, many modern concepts in metallurgy have their roots in ancient practices that predated the Industrial Revolution. For over 7000 years, India has had high tradition of metallurigical skills. Ancient Indian metallurgists have made major contributions which deserve their place in metallurgical history of the world. In the case of zinc and high–carbon steel, ancient India contributed significantly for the developemnt of base for the modern metallurgical advancements which induced metallurgical study leading to Industrial Revolution.
Metals are required for a variety of purposes. For this, we need their extraction from the minerals in which they are present and from which their extraction is commercially feasible.These minerals are known as ores. Ores of the metal are associated with many impurities. Removal of these impurities to certain extent is achieved in concentration steps. The concentrated ore is then treated chemically for obtaining the metal. Usually the metal compounds (e.g., oxides, sulphides) are reduced to the metal. The reducing agents used are carbon, CO or even some metals.
In these reduction processes, the thermodynamic and electrochemical concepts are given due consideration. The metal oxide reacts with a reducing agent; the oxide is reduced to the metal and the reducing agent is oxidised. In the two reactions, the net Gibbs energy change is negative, which becomes more negative on raising the temperature. Conversion of the physical states from solid to liquid or to gas, and formation of gaseous states favours decrease in the Gibbs energy for the entire system. This concept is graphically displayed in plots of DG0 vs T (Ellingham diagram) for such oxidation/reduction reactions at different temperatures. The concept of electrode potential is useful in the isolation of metals (e.g., Al, Ag, Au) where the sum of the two redox couples is positive so that the Gibbs energy change is negative. The metals obtained by usual methods still contain minor impurities. Getting pure metals requires refining. Refining process depends upon the differences in properties of the metal and the impurities. Extraction of aluminium is usually carried out from its bauxite ore by leaching it with NaOH. Sodium aluminate, thus formed, is separated and then neutralised to give back the hydrated oxide, which is then electrolysed using cryolite as a flux. Extraction of iron is done by reduction of its oxide ore in blast furnace. Copper is extracted by smelting and heating in a reverberatory furnace. Extraction of zinc from zinc oxides is done using coke. Several methods are employed in refining the metal. Metals, in general, are very widely used and have contributed significantly in the development of a variety of industries.
Exercises
6.1 Copper can be extracted by hydrometallurgy but not zinc. Explain.
Answer
The reduction potentials of zinc and iron are lower than that of copper. In hydrometallurgy, zinc and iron can be used to displace copper from their solution.
$ \mathrm{Fe_{(s)}}+\mathrm{Cu_{(a q)}^{2+}} \longrightarrow \mathrm{Fe_{(a q)}^{2+}}+\mathrm{Cu_{(s)}} $
But to displace zinc, more reactive metals i.e., metals having lower reduction potentials than zinc such as $\mathrm{Mg}, \mathrm{Ca}, \mathrm{K}$, etc. are required. But all these metals react with water with the evolution of $\mathrm{H_2}$ gas.
$ 2 \mathrm{~K_{(s)}}+2 \mathrm{H_2} \mathrm{O_{(l)}} \longrightarrow 2 \mathrm{KOH_{(a q)}}+\mathrm{H_{2(g)}} $
As a result, these metals cannot be used in hydrometallurgy to extract zinc.
Hence, copper can be extracted by hydrometallurgy but not zinc.
6.2 What is the role of depressant in froth floatation process?
Answer
In the froth floatation process, the role of the depressants is to separate two sulphide ores by selectively preventing one ore from forming froth. For example, to separate two sulphide ores ( $\mathrm{ZnS}$ and $\mathrm{Pbs}$ ), $\mathrm{NaCN}$ is used as a depressant which selectively allows PbS to come with froth, but prevents ZnS from coming to froth. This happens because $\mathrm{NaCN}$ reacts with $\mathrm{ZnS}$ to form $\mathrm{Na_2}\left[\mathrm{Zn}(\mathrm{CN})_{4}\right]$.
$ 4 \mathrm{NaCN}+\mathrm{ZnS} \longrightarrow \mathrm{Na_2}\left[\mathrm{Zn}(\mathrm{CN})_{4}\right]+\mathrm{Na_2} \mathrm{~S} $
6.3 Why is the extraction of copper from pyrites more difficult than that from its oxide ore through reduction?
Answer
The Gibbs free energy of formation $\left(\Delta_{1} \mathrm{G}\right)$ of $\mathrm{Cu_2} \mathrm{~S}$ is less than that of $\mathrm{H_2} \mathrm{~S}$ and $\mathrm{CS_2}$. Therefore, $\mathrm{H_2}$ and $\mathrm{C}$ cannot reduce $\mathrm{Cu_2} \mathrm{~S}$ to $\mathrm{Cu}$.
On the other hand, the Gibbs free energy of formation of $\mathrm{Cu_2} \mathrm{O}$ is greater than that of $\mathrm{CO}$. Hence, $\mathrm{C}$ can reduce $\mathrm{Cu_2} \mathrm{O}$ to $\mathrm{Cu}$.
$ \mathrm{C_{(s)}}+\mathrm{Cu_2} \mathrm{O_{(s)}} \longrightarrow 2 \mathrm{Cu_{(s)}}+\mathrm{CO_{(g)}} $
Hence, the extraction of copper from its pyrite ore is difficult than from its oxide ore through reduction.
6.4 Explain: (i) Zone refining (ii) Column chromatography.
Answer
(i) Zone refining:
This method is based on the principle that impurities are more soluble in the molten state of metal (the melt) than in the solid state. In the process of zone refining, a circular mobile heater is fixed at one end of a rod of impure metal. As the heater moves, the molten zone of the rod also moves with it. As a result, pure metal crystallizes out of the melt and the impurities pass onto the adjacent molten zone. This process is repeated several times, which leads to the segregation of impurities at one end of the rod. Then, the end with the impurities is cut off. Silicon, boron, gallium, indium etc. can be purified by this process.

(ii) Column chromatography:
Column chromatography is a technique used to separate different components of a mixture. It is a very useful technique used for the purification of elements available in minute quantities. It is also used to remove the impurities that are not very different in chemical properties from the element to be purified. Chromatography is based on the principle that different components of a mixture are differently adsorbed on an adsorbent. In chromatography, there are two phases: mobile phase and stationary phase. The stationary phase is immobile and immiscible. $\mathrm{Al_2} \mathrm{O_3}$ column is usually used as the stationary phase in column chromatography. The mobile phase may be a gas, liquid, or supercritical fluid in which the sample extract is dissolved. Then, the mobile phase is forced to move through the stationary phase. The component that is more strongly adsorbed on the column takes a longer time to travel through it than the component that is weakly adsorbed. The adsorbed components are then removed (eluted) using a suitable solvent (eluant).

6.5 Out of $\mathrm{C}$ and $\mathrm{CO}$, which is a better reducing agent at $673 \mathrm{~K}$ ?
Answer
At $673 \mathrm{~K}$, the value of $\Delta \mathrm{G_{(\mathrm{CO}, \mathrm{CO_2})}}$ is less than that of $\Delta \mathrm{G_{(\mathrm{C}, \mathrm{CO})}}$. Therefore, $\mathrm{CO}$ can be oxidised more easily to $\mathrm{CO_2}$ than $\mathrm{C}$ to $\mathrm{CO}$. Hence, $\mathrm{CO}$ is a better reducing agent than $\mathrm{C}$ at $673 \mathrm{~K}$.
6.6 Name the common elements present in the anode mud in electrolytic refining of copper. Why are they so present?
Answer
In electrolytic refining of copper, the common elements present in anode mud are selenium, tellurium, silver, gold, platinum, and antimony.
These elements are very less reactive and are not affected during the purification process. Hence, they settle down below the anode as anode mud.
6.7 Write down the reactions taking place in different zones in the blast furnace during the extraction of iron.
Answer In blast furnace, iron oxides are reduced at different temperature ranges. In the lower part of the blast furnace, the temperature is as high as $2200 \mathrm{~K}$. It is called combustion zone. At the top, the temperature is as low as $500-800 \mathrm{~K}$. It is called reduction zone. In the lower temperature range, carbon is the reducing agent and in the higher temperature range, $\mathrm{CO}$ is the reducing agent. In the reduction zone (500-800 $\mathrm{K}$ ), following reactions occur.
$ \begin{aligned} & 3 \mathrm{Fe}_2 \mathrm{O}_3+\mathrm{CO} \rightarrow 2 \mathrm{Fe}_3 \mathrm{O}_4+\mathrm{CO}_2 \\ & \mathrm{Fe}_3 \mathrm{O}_4+4 \mathrm{CO} \rightarrow 3 \mathrm{Fe}+4 \mathrm{CO}_2 \\ & \mathrm{Fe}_2 \mathrm{O}_3+\mathrm{CO} \rightarrow 2 \mathrm{FeO}+\mathrm{CO}_2 \end{aligned} $
In the temperature range $900-1500 \mathrm{~K}$, following reactions occur.
$ \begin{aligned} & \mathrm{C}+\mathrm{CO}_2 \rightarrow 2 \mathrm{CO} \\ & \mathrm{FeO}+\mathrm{CO} \rightarrow \mathrm{Fe}+\mathrm{CO}_2 \end{aligned} $
Around 1270 K (middle portion), decomposition of limestone gives lime (CaO) and $\mathrm{CO}_2$. Lime is a flux and combines with silicate impurity to form slag of calcium silicate.
$ \begin{aligned} & \mathrm{CaCO}_3 \rightarrow \mathrm{CaO}+\mathrm{CO}_2 \\ & \mathrm{CaO}+\mathrm{SiO}_2 \rightarrow \mathrm{CaSIO}_3 \end{aligned} $
6.8 Write chemical reactions taking place in the extraction of zinc from zinc blende.
Answer
The different steps involved in the extraction of zinc from zinc blende (ZnS) are given below:
(i) Concentration of ore
First, the gangue from zinc blende is removed by the froth floatation method.
(ii) Conversion to oxide (Roasting)
Sulphide ore is converted into oxide by the process of roasting. In this process, ZnS is heated in a regular supply of air in a furnace at a temperature, which is below the melting point of $\mathrm{Zn}$.
$ 2 \mathrm{ZnS}+3 \mathrm{O_2} \longrightarrow 2 \mathrm{ZnO}+2 \mathrm{SO_2} $
(iii) Extraction of zinc from zinc oxide (Reduction)
Zinc is extracted from zinc oxide by the process of reduction. The reduction of zinc oxide is carried out by mixing it with powdered coke and then, heating it at $673 \mathrm{~K}$.
$ \mathrm{ZnO}+\mathrm{C} \xrightarrow{\text { coke, } 673 \mathrm{~K}} \mathrm{Zn}+\mathrm{CO} $
(iv) Electrolytic Refining
Zinc can be refined by the process of electrolytic refining. In this process, impure zinc is made the anode while a pure copper strip is made the cathode. The electrolyte used is an acidified solution of zinc sulphate $\left(\mathrm{ZnSO_4}\right)$. Electrolysis results in the transfer of zinc in pure from the anode to the cathode.
Anode: $\mathrm{Zn} \longrightarrow \mathrm{Zn}^{2+}+2 \mathrm{e}^{-}$
Cathode: $\mathrm{Zn}^{2+}+2 \mathrm{e}^{-} \longrightarrow \mathrm{Zn}$
6.9 State the role of silica in the metallurgy of copper.
Answer
During the roasting of pyrite ore, a mixture of $\mathrm{FeO}$ and $\mathrm{Cu_2} \mathrm{O}$ is obtained.
$2 \mathrm{CuFeS_2}+\mathrm{O_2} \xrightarrow{\Delta} \mathrm{Cu_2} \mathrm{~S}+2 \mathrm{FeS}+\mathrm{SO_2}$
$2 \mathrm{Cu_2} \mathrm{~S}+3 \mathrm{O_2} \xrightarrow{\Delta} 2 \mathrm{Cu_2} \mathrm{O}+2 \mathrm{SO_2}$
$2 \mathrm{FeS}+3 \mathrm{O_2} \xrightarrow{\Delta} 2 \mathrm{FeO}+2 \mathrm{SO_2}$
The role of silica in the metallurgy of copper is to remove the iron oxide obtained during the process of roasting as ‘slag’. If the sulphide ore of copper contains iron, then silica $\left(\mathrm{SiO_2}\right)$ is added as flux before roasting. Then, FeO combines with silica to form iron silicate, $\mathrm{FeSiO_3}$ (slag).
$\mathrm{FeO}+\mathrm{SiO_2} \xrightarrow{\Delta} \underset{\text {(Slag)}}{\mathrm{FeSiO_3}}$
6.10 What is meant by the term “chromatography”?
Answer
Chromatography is a collective term used for a family of laboratory techniques for the separation of mixtures. The term is derived from Greek words ‘chroma’ meaning ‘colour’ and ‘graphein’ meaning ’to write’. Chromatographic techniques are based on the principle that different components are absorbed differently on an absorbent. There are several chromatographic techniques such as paper chromatography, column chromatography, gas chromatography, etc.
6.11 What criterion is followed for the selection of the stationary phase in chromatography?
Answer
The stationary phase is selected in such a way that the components of the sample have different solubility’s in the phase. Hence, different components have different rates of movement through the stationary phase and as a result, can be separated from each other.
6.12 Describe a method for refining nickel.
Answer
Nickel is refined by Mond’s process. In this process, nickel is heated in the presence of carbon monoxide to form nickel tetracarbonyl, which is a volatile complex.
$ \mathrm{Ni}+4 \mathrm{CO} \xrightarrow{330-350 \mathrm{~K}} \underset{\text{Nickel tetracarbonyl}}{\mathrm{Ni}(\mathrm{CO})_{4}} $
Then, the obtained nickel tetracarbonyl is decomposed by subjecting it to a higher temperature ( 450 - $470 \mathrm{~K}$ ) to obtain pure nickel metal.
$\mathrm{\underset{\text{Nickel tetracarbonyl}}{Ni(CO)_4} \xrightarrow{450-470K} \underset{\text{Nickel}}{Ni} +4CO}$
6.13 How can you separate alumina from silica in a bauxite ore associated with silica? Give equations, if any.
Answer
To separate alumina from silica in bauxite ore associated with silica, first the powdered ore is digested with a concentrated $\mathrm{NaOH}$ solution at 473 - $523 \mathrm{~K}$ and 35 - 36 bar pressure. This results in the leaching out of alumina $\left(\mathrm{Al_2} \mathrm{O_3}\right)$ as sodium aluminate and silica $\left(\mathrm{SiO_2}\right)$ as sodium silicate leaving the impurities behind.
$$ \underset{\text{Alumina}}{\mathrm{Al_2} \mathrm{O_{3(s)}}} +2 \mathrm{NaOH_{(a q)}}+3 \mathrm{H_2} \mathrm{O_{(l)}} \longrightarrow \underset{\text{Sodium aluminate}}{2 \mathrm{Na}\left[\mathrm{Al}(\mathrm{OH})_{4}\right] {(a q)}} $$
$\underset{\text{Silica}}{\mathrm{SiO_2}}+2 \mathrm{NaOH_{(a q)}} \longrightarrow \underset{\text{Sodium silicate}}{\mathrm{Na_2} \mathrm{SiO_{3(a q)}}}+\mathrm{H_2} \mathrm{O_{(l)}}$
Then, $\mathrm{CO_2}$ gas is passed through the resulting solution to neutralize the aluminate in the solution, which results in the precipitation of hydrated alumina. To induce precipitation, the solution is seeded with freshly prepared samples of hydrated alumina.
$\underset{\text{Sodium aluminate}}{\mathrm{2Na[Al(OH)_4]}(aq)} + \mathrm{CO_2(g)} \rightarrow \underset{\text{Hydrated alumina}}{\mathrm{Al_2O_3.xH_2O (s)}} + \underset{\text{Sodium hydrogen carbonate}}{\mathrm{2NaHCO_2 (aq)}}$
During this process, sodium silicate remains in the solution. The obtained hydrated alumina is filtered, dried, and heated to get back pure alumina.
$\underset{\text{Hydrated alumina}}{\mathrm{Al_2} \mathrm{O_3} \cdot x \mathrm{H_2} \mathrm{O_{(s)}}} \xrightarrow{1470 \mathrm{~K}} \underset{\text{Alumina}}{\mathrm{Al_2} \mathrm{O_{3(s)}}}+x \mathrm{H_2} \mathrm{O_{(g)}}$
6.14 Giving examples, differentiate between ‘roasting’ and ‘calcination’.
Answer
Roasting is the process of converting sulphide ores to oxides by heating the ores in a regular supply of air at a temperature below the melting point of the metal. For example, sulphide ores of $\mathrm{Zn}, \mathrm{Pb}$, and $\mathrm{Cu}$ are converted to their respective oxides by this process.
$\underset{\text{Zinc blende}}{2 \mathrm{Zns}}+3 \mathrm{O_2} \xrightarrow{\Delta} 2 \mathrm{ZnO}+2 \mathrm{SO_2}$
$\underset{\text{Galena}}{2 \mathrm{PbS}}+3 \mathrm{O_2} \xrightarrow{\Delta} 2 \mathrm{PbO}+2 \mathrm{SO_2}$
$\underset{\text{Copper glance}}{2 \mathrm{Cu_2} \mathrm{~S}}+3 \mathrm{O_2} \xrightarrow{\Delta} 2 \mathrm{Cu_2} \mathrm{O}+2 \mathrm{SO_2}$
On the other hand, calcination is the process of converting hydroxide and carbonate ores to oxides by heating the ores either in the absence or in a limited supply of air at a temperature below the melting point of the metal. This process causes the escaping of volatile matter leaving behind the metal oxide. For example, hydroxide of Fe, carbonates of $\mathrm{Zn}, \mathrm{Ca}, \mathrm{Mg}$ are converted to their respective oxides by this process.
$\underset{\text{Limonite}}{\mathrm{Fe_2} \mathrm{O_3} \cdot 3 \mathrm{H_2} \mathrm{O}} \xrightarrow{\Delta} \mathrm{Fe_2} \mathrm{O_3}+3 \mathrm{H_2} \mathrm{O}$
$\underset{\text{Calamine}}{\mathrm{ZnCO_{3(s)}}} \xrightarrow{\Delta} \mathrm{ZnO_{(s)}}+\mathrm{CO_{2(g)}}$
$\underset{\text{Dolomite}}{\mathrm{CaMg (CO_3)2}} \xrightarrow{\Delta} \mathrm{CaO_{(s)}}+\mathrm{MgO_{(s)}}+2 \mathrm{CO}$
6.15 How is ‘cast iron’ different from ‘pig iron"?
Answer
The iron obtained from blast furnaces is known as pig iron. It contains around $4 \%$ carbon and many impurities such as S, P, Si, Mn in smaller amounts.
Cast iron is obtained by melting pig iron and coke using a hot air blast. It contains a lower amount of carbon (3\%) than pig iron. Unlike pig iron, cast iron is extremely hard and brittle.
6.16 Differentiate between “minerals” and “ores”.
Answer
Minerals are naturally occurring chemical substances containing metals. They are found in the Earth’s crust and are obtained by mining.
Ores are rocks and minerals viable to be used as a source of metal.
For example, there are many minerals containing zinc, but zinc cannot be extracted profitably (conveniently and economically) from all these minerals.
Zinc can be obtained from zinc blende $(\mathrm{ZnS})$, calamine $\left(\mathrm{ZnCO_3}\right)$, Zincite $(\mathrm{ZnO})$ etc.
Thus, these minerals are called ores of zinc.
6.17 Why copper matte is put in silica lined converter?
Answer
Copper matte contains $\mathrm{Cu_2} \mathrm{~S}$ and FeS. Copper matte is put in a silica-lined converter to remove the remaining FeO and $\mathrm{FeS}$ present in the matte as slag $\left(\mathrm{FeSiO_3}\right)$. Also, some silica is added to the silica-lined converter. Then, a hot air blast is blown. As a result, the remaining $\mathrm{FeS}$ and $\mathrm{FeO}$ are converted to iron silicate $\left(\mathrm{FeSiO_3}\right)$ and $\mathrm{Cu_2} \mathrm{~S}$ is converted into metallic copper.
$ \begin{aligned} & 2 \mathrm{FeS}+3 \mathrm{O_2} \longrightarrow 2 \mathrm{FeO}+2 \mathrm{SO_2} \\ & \mathrm{FeO}+\mathrm{SiO_2} \longrightarrow \mathrm{FeSiO_3} \\ & 2 \mathrm{Cu_2} \mathrm{~S}+3 \mathrm{O_2} \longrightarrow 2 \mathrm{Cu_2} \mathrm{O}+2 \mathrm{SO_2} \\ & 2 \mathrm{Cu_2} \mathrm{O}+\mathrm{Cu_2} \mathrm{~S} \longrightarrow 6 \mathrm{Cu}+\mathrm{SO_2} \end{aligned} $
6.18 What is the role of cryolite in the metallurgy of aluminium?
Answer
Cryolite $\left(\mathrm{Na_3} \mathrm{AlF_6}\right)$ has two roles in the metallurgy of aluminium:
- To decrease the melting point of the mixture from $2323 \mathrm{~K}$ to $1140 \mathrm{~K}$.
- To increase the electrical conductivity of $\mathrm{Al_2} \mathrm{O_3}$.
6.19 How is leaching carried out in case of low grade copper ores?
Answer
In case of low grade copper ores, leaching is carried out using acid or bacteria in the presence of air. In this process, copper goes into the solution as $\mathrm{Cu}^{2+}$ ions.
$ \mathrm{Cu_{(s)}}+2 \mathrm{H_{(a q)}^{+}}+\frac{1}{2} \mathrm{O_{2(g)}} \longrightarrow \mathrm{Cu_{(a q)}^{2+}}+2 \mathrm{H_2} \mathrm{O_{(l)}} $
The resulting solution is treated with scrap iron or $\mathrm{H_2}$ to get metallic copper.
$ \mathrm{Cu_{(a q)}^{2+}}+\mathrm{H_{2(g)}} \longrightarrow \mathrm{Cu_{(s)}}+2 \mathrm{H_{(a q)}^{+}} $
6.20 Why is zinc not extracted from zinc oxide through reduction using $\mathrm{CO}$ ?
Answer
The standard Gibbs free energy of formation of ZnO from Zn
is lower than that of $\mathrm{CO_2}$ from $\mathrm{CO}$. Therefore, $\mathrm{CO}$ cannot reduce $\mathrm{ZnO}$ to $\mathrm{Zn}$. Hence, $\mathrm{Zn}$ is not extracted from $\mathrm{ZnO}$ through reduction using $\mathrm{CO}$.
6.21 The value of $\Delta_{\mathrm{f}} \mathrm{G}^{\ominus}$ for formation of $\mathrm{Cr_2} \mathrm{O_3}$ is - $540 \mathrm{kJmol}^{-1}$ and that of $\mathrm{Al_2} \mathrm{O_3}$ is - $827 \mathrm{kJmol}^{-1}$. Is the reduction of $\mathrm{Cr_2} \mathrm{O_3}$ possible with $\mathrm{Al}$ ?
Answer
The value of $\Delta_{4} \mathrm{G}^{\ominus}$ for the formation of $\mathrm{Cr_2} \mathrm{O_3}$ from $\mathrm{Cr}\left(-540 \mathrm{kJmol}^{-1}\right)$ is higher than that of $\mathrm{Al_2} \mathrm{O_3}$ from $\mathrm{Al}\left(-827 \mathrm{kJmol}^{-1}\right)$. Therefore, $\mathrm{Al}$ can reduce $\mathrm{Cr_2} \mathrm{O_3}$ to $\mathrm{Cr}$. Hence, the reduction of $\mathrm{Cr_2} \mathrm{O_3}$ with $\mathrm{Al}$ is possible.
Alternatively,
$ \begin{array}{ll} 2 \mathrm{AI}+\frac{3}{2} \mathrm{O_2} \longrightarrow \mathrm{Al_2} \mathrm{O_3} & \Delta_{\mathrm{T}} \mathrm{G}^{\ominus}=-827 \mathrm{~kJmol}^{-1} \\ 2 \mathrm{Cr}+\frac{3}{2} \mathrm{O_2} \longrightarrow \mathrm{Cr_2} \mathrm{O_3} & \Delta_{\mathrm{r}} \mathrm{G}^{\ominus}=-540 \mathrm{~kJmol}^{-1} \end{array} $
Subtracting equation (ii) from (i), we have
$ \begin{aligned} & 2 \mathrm{Al}+\mathrm{Cr_2} \mathrm{O_3} \longrightarrow \mathrm{Al_2} \mathrm{O_3}+2 \mathrm{Cr} \\ & \Delta_{\mathrm{r}} \mathrm{G}^{\ominus}=-827-(-540) \\ & =-287 \mathrm{~kJmol}^{-1} \end{aligned} $
As $\Delta_{4} \mathrm{G}^{\theta}$ for the reduction reaction of $\mathrm{Cr_2} \mathrm{O_3}$ by $\mathrm{Al}$ is negative, this reaction is possible.
6.22 Out of $\mathrm{C}$ and $\mathrm{CO}$, which is a better reducing agent for $\mathrm{ZnO}$ ?
Answer

Temperature
Reduction of $\mathrm{ZnO}$ to $\mathrm{Zn}$ is usually carried out at 1673 K. From the above figure, it can be observed that above 1073 $\mathrm{K}$, the Gibbs free energy of formation of CO from C and above $1273 \mathrm{~K}$, the Gibbs free energy of formation of $\mathrm{CO_2}$ from $\mathrm{C}$ is lesser than the Gibbs free energy of formation of $\mathrm{ZnO}$. Therefore, $\mathrm{C}$ can easily reduce $\mathrm{ZnO}$ to $\mathrm{Zn}$.
On the other hand, the Gibbs free energy of formation of $\mathrm{CO_2}$ from $\mathrm{CO}$ is always higher than the Gibbs free energy of formation of $\mathrm{ZnO}$. Therefore, $\mathrm{CO}$ cannot reduce $\mathrm{ZnO}$. Hence, $\mathrm{C}$ is a better reducing agent than $\mathrm{CO}$ for reducing $\mathrm{ZnO}$.
6.23 The choice of a reducing agent in a particular case depends on thermodynamic factor. How far do you agree with this statement? Support your opinion with two examples.
Answer

Temperature
The above figure is a plot of Gibbs energy $\left(\Delta G^{9}\right)$ vs. T for formation of some oxides.
It can be observed from the above graph that a metal can reduce the oxide of other metals, if the standard free energy of formation $\left(\Delta_\mathrm{f} \mathrm{G}^{\mathrm{O}}\right)$ of the oxide of the former is more negative than the latter. For example, since $\Delta_\mathrm{f} \mathrm{G_{(\mathrm{Al}, \mathrm{Al_2}, \mathrm{O_3})}^{\ominus}}$ is more negative than $\Delta_{\mathrm{f}} \mathrm{G_{(\mathrm{Cu}, \mathrm{Cu_2}, \mathrm{O})}^{\ominus}}, \mathrm{Al}$ can reduce $\mathrm{Cu_2} \mathrm{O}$ to $\mathrm{Cu}$, but $\mathrm{Cu}$ cannot reduce $\mathrm{Al_2} \mathrm{O_3}$. Similarly, Mg can reduce $\mathrm{ZnO}$ to $\mathrm{Zn}$, but $\mathrm{Zn}$ cannot reduce $\mathrm{MgO}$ because $ { \Delta_{\mathrm{f}} \mathrm{G_{(\mathrm{Mg}, \mathrm{MgO})}^{\ominus}}}$ is more negative than $\Delta_{f} \mathrm{G_{(\mathrm{Zn}, \mathrm{ZnO})}^{\ominus}}$.
6.24 Name the processes from which chlorine is obtained as a by-product. What will happen if an aqueous solution of $\mathrm{NaCl}$ is subjected to electrolysis?
Answer
In the electrolysis of molten $\mathrm{NaCl}, \mathrm{Cl_2}$ is obtained at the anode as a by product.
$\mathrm{NaCl_\text {(melt) }} \longrightarrow \mathrm{Na_\text {(melt) }}^{+}+\mathrm{Cl}^{-}{ _\text {(melt) }}$
At cathode: $\mathrm{Na_{\text {(melt) }}^{+}}+\mathrm{e}^{-} \longrightarrow \mathrm{Na_{(s)}}$
At anode: $\mathrm{Cl_\text {(melt) }^{-}} \longrightarrow \mathrm{Cl_{(g)}}+\mathrm{e}^{-}$
$2 \mathrm{Cl_{(g)}} \longrightarrow \mathrm{Cl_{2(g)}}$
The overall reaction is as follows:
$\mathrm{NaCl_\text {(melt) }} \xrightarrow{\text { Electrolysis }} \mathrm{Na_{(s)}}+\frac{1}{2} \mathrm{Cl_{2(g)}}$
If an aqueous solution of $\mathrm{NaCl}$ is electrolyzed, $\mathrm{Cl_2}$ will be obtained at the anode but at the cathode, $\mathrm{H_2}$ will be obtained (instead of $\mathrm{Na})$. This is because the standard reduction potential of $\mathrm{Na}\left(\mathrm{E}^{\circ}=-2.71 \mathrm{~V}\right)$ is more negative than that of $\mathrm{H_2} \mathrm{O}\left(E^{\circ}=-0.83 \mathrm{~V}\right)$. Hence, $\mathrm{H_2} \mathrm{O}$ will get preference to get reduced at the cathode and as a result, $\mathrm{H_2}$ is evolved.
$\mathrm{NaCl_{(a q)}} \longrightarrow \mathrm{Na_{(a q)}}^{+}+\mathrm{Cl_{(a q)}^{-}}$
At cathode: $2 \mathrm{H_2} \mathrm{O_{(l)}}+2 \mathrm{e}^{-} \longrightarrow \mathrm{H_{2(g)}}+2 \mathrm{OH_{(a q)}^{-}}$
At anode: $\mathrm{Cl_\text {(melt) }}^{-} \longrightarrow \mathrm{Cl_{(g)}}+\mathrm{e}^{-}$
$2 \mathrm{Cl_{(g)}} \longrightarrow \mathrm{Cl_{2(g)}}$
6.25 What is the role of graphite rod in the electrometallurgy of aluminium?
Answer
In the electrometallurgy of aluminium, a fused mixture of purified alumina $\left(\mathrm{Al_2} \mathrm{O_3}\right)$, cryolite $\left(\mathrm{Na_3} \mathrm{AlF_6}\right)$ and fluorspar $\left(\mathrm{CaF_2}\right)$ is electrolysed. In this electrolysis, graphite is used as the anode and graphite-lined iron is used as the cathode. During the electrolysis, $\mathrm{Al}$ is liberated at the cathode, while $\mathrm{CO}$ and $\mathrm{CO_2}$ are liberated at the anode, according to the following equation.
Cathode : $\mathrm{Al_{\text {(melt) }}^{3+}}+3 \mathrm{e}^{-} \longrightarrow \mathrm{Al_{(l)}}$
Anode: $\mathrm{C_{(s)} + O_{\text{(melt)}}^{2-} \longrightarrow CO_{(g)} + 2e^-}$
$ \mathrm{C_{(s)}}+2 \mathrm{O_{(\text {melt}) }^{2-}} \longrightarrow \mathrm{CO_{2(g)}}+4 \mathrm{e}^{-} $
If a metal is used instead of graphite as the anode, then $\mathrm{O_2}$ will be liberated. This will not only oxidise the metal of the electrode, but also convert some of the $\mathrm{Al}$ liberated at the cathode back into $\mathrm{Al_2} \mathrm{O_3}$. Hence, graphite is used for preventing the formation of $\mathrm{O_2}$ at the anode. Moreover, graphite is cheaper than other metals.
6.26 Outline the principles of refining of metals by the following methods:
(i) Zone refining
(ii) Electrolytic refining
(iii) Vapour phase refining
Answer
(i) Zone refining:
This method is based on the principle that impurities are more soluble in the molten state of metal (the melt) than in the solid state. In the process of zone refining, a circular mobile heater is fixed at one end of a rod of impure metal.
As the heater moves, the molten zone of the rod also moves along with it. As a result, pure metal crystallizes out of the melt and the impurities pass to the adjacent molten zone. This process is repeated several times, which leads to the segregation of impurities at one end of the rod. Then, the end with the impurities is cut off. Silicon, boron, gallium, indium etc. can be purified by this process.

(ii) Electrolytic refining;
Electrolytic refining is the process of refining impure metals by using electricity. In this process, impure metal is made the anode and a strip of pure metal is made the cathode. A solution of a soluble salt of the same metal is taken as the electrolyte. When an electric current is passed, metal ions from the electrolyte are deposited at the cathode as pure metal and the impure metal from the anode dissolves into the electrolyte in the form of ions. The impurities present in the impure metal gets collected below the anode. This is known as anode mud.

(iii) Vapour phase refining
Vapour phase refining is the process of refining metal by converting it into its volatile compound and then, decomposing it to obtain a pure metal. To carry out this process,
(i) the metal should form a volatile compound with an available reagent, and
(ii) the volatile compound should be easily decomposable so that the metal can be easily recovered.
Nickel, zirconium, and titanium are refined using this method.
6.27 Predict conditions under which Al might be expected to reduce MgO. (Hint: See Intext question 6.4)
Answer
Above $1350^{\circ} \mathrm{C}$, the standard Gibbs free energy of formation of $\mathrm{Al_2} \mathrm{O_3}$ from $\mathrm{Al}$ is less than that of $\mathrm{MgO}$ from $\mathrm{Mg}$. Therefore, above $1350^{\circ} \mathrm{C}$, $\mathrm{Al}$ can reduce $\mathrm{MgO}$.